White Paper by on May 15, 2017
Clear High Barrier Materials: Options & Economics
Click to jump to a section
Introduction
The trend towards packaging products in clear materials continues to gain momentum. Product visibility can be a powerful marketing tool. It allows for product differentiation and identification, while appealing to consumers’ desire to see what they are purchasing. Manufacturers enjoy the ability to easily inspect packaged product through the use of vision systems, metal detectors, and manual visual inspection. Because clear materials are metal-free, RFID and security/theft sensors are not inhibited, pleasing the retailer.
The material choices that we have today allow for a variety of approaches when packaging sensitive products. Clear high-barrier materials that can compete with aluminum foil on both performance and economics are a reality.
The Benchmark – Aluminum Foil
When evaluating high barrier materials, aluminum foil is the benchmark by which we measure performance. Aluminum foil, if in perfect condition (no pinholes or imperfections), is impervious to moisture and gas regardless of the thickness of the foil. It is the ultimate barrier.
However, aluminum foil at thicknesses of less than one mil (0.001 inch or 25 microns) has pinholes. These pinholes may occur randomly as the result of inclusions in the aluminum or they may be in a repeating pattern when the result of the rolling process. They are inherent to thin gauge foils and can be present in sufficient number to impact the barrier properties. As the gauge of aluminum foil decreases, the number of pinholes typically present increases. Table 1 provides a summary of the expected and typical maximum pinhole counts in various thicknesses of aluminum foil.
Table 1: Pinhole Count in Aluminum Foil
| Foil Gauge (in.) | Typical Count (per ft²) | Typical Maximum Count (per ft²) |
| 0.00025 | 41 | 320 |
| 0.00030 | 20 | 60 |
| 0.00035 | 12 | 40 |
| 0.00050 | 6 | 29 |
| 0.00070 | 1 | 10 |
| 0.00100 | 0 | 0 |
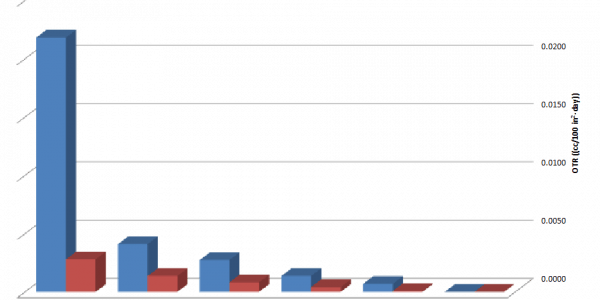
Figure 1
Selection Considerations
When package clarity is desired, there are a number of clear high-barrier material options many of which have barrier properties that exceed that of the thin gauge aluminum foils. The appropriate choice is dependent upon many factors:
- Type of barrier needed for the application (oxygen, water vapor, aroma, chemical, ultra-violet light, and/or microbial barriers are common needs.);
- The product itself and its compatibility with the packaging materials (For example, many options can be ruled out if the product contains water, is chemically active, or is sharp.);
- The packaging format and whether the material will be formed;
- The sterilization method (if applicable);
- Specific environmental and/or disposal requirements;
- The cost of the packaging system.
In order to understand the barrier that will be provided by the finished package, it is important to factor in not only the permeation through the face of the material but also the ingress through the seal. The sealants used in pouch applications often provide little barrier to gasses and ingress through the seal can result in a significant barrier loss. Figure 2 illustrates this phenomenon.
The rate of permeation through the sealant is impacted by both the thickness of the sealant and the width of the seal as demonstrated in Figure 3. To calculate the theoretical transmission through the sealant, see Addendum 1.
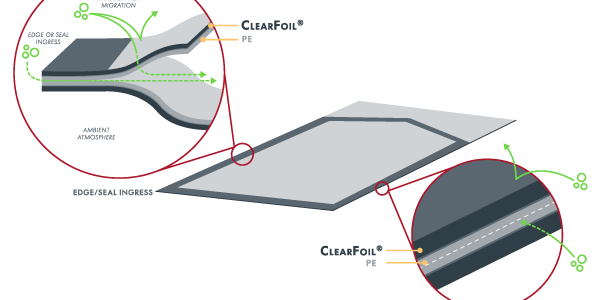
Figure 2: Ingress Through the Seal
Clear high-barrier materials are available in two forms, barrier films and barrier coatings. For more complex applications, combinations of films and coatings may be used.
Please download this document to access the following sections
- Films
- Ethylene Vinyl Alcohol
- Cyclic Olefin Copolymers
- Amorphouse PET
- Polyacrylonitrile
- Polychlorotrifluoroethylene
- Nanocomposites
- Coatings
- Polyvindylidene chloride
- Polyvinyl Alcohol
- Silcon Oxide and Aluminum Oxide
- Conclusion